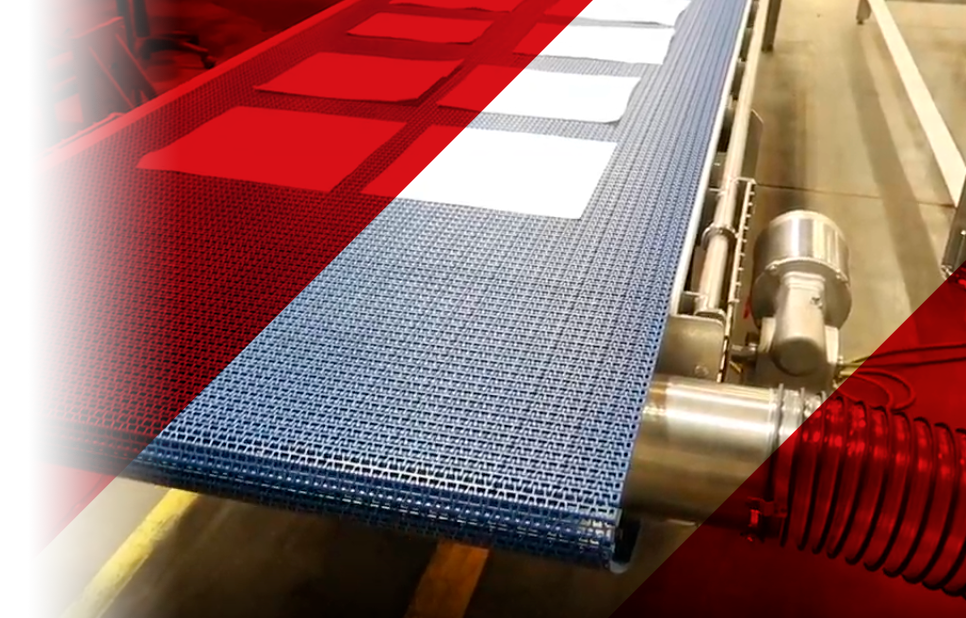
R&R conveyor systems are engineered to perform in demanding food production environments where hygiene, reliability, and uptime are critical. Every conveyor we design reflects our sanitation-first philosophy—prioritizing cleanability, accessibility, and durable construction without compromising performance.
From standard transfers to highly customized applications, our conveyors integrate seamlessly into your process while reducing sanitation time, minimizing risk, and supporting long-term operational efficiency.

Ideal for:

Robust conveying solutions for controlled product movement in wet or demanding environments. Designed for durability and consistent flow.
Ideal for:
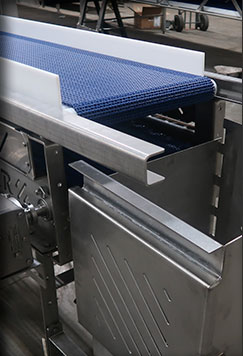
Protein handling, controlled transfers, sanitation-intensive areas.

Ideal for:
Elevation changes, space-constrained layouts.

Ideal for:
Delicate food items, product positioning.
Ideal for:

Conveyor INFO

Conveyor INFO

Conveyor INFO

Conveyor INFO
Spiral Conveyor

Custom-engineered conveying paths designed for cooling, space efficiency, and continuous product movement.

R&R is built on partnership, driven by performance, and engineered for food safety. Let’s talk about your operation and how we can help.